




































机械
拉伸机
2015-06-10
1、简介
在电工机械制造行业,金属钢带收放卷设备作为基础工艺装备使用得非常广泛。金属钢带收放卷是确保产品质量和成品外观的重要工艺过程,收放卷设备要求能在工艺过程中保持线缆张力的稳定。传统的直流电动机+欧陆590控制器等恒张力控制方案存在维护成本高和控制精度等方面的问题。随着变频器功能的完善以及对异步电动机控制逐步成熟,变频器在恒张力控制上的优势越来越明显,日益成为恒张力控制工艺的基本自动化控制技术。使用安萨尔专用变频器可达到高水准的精度。
2 变频器恒张力控制系统
2.1 工艺自动化原理设计
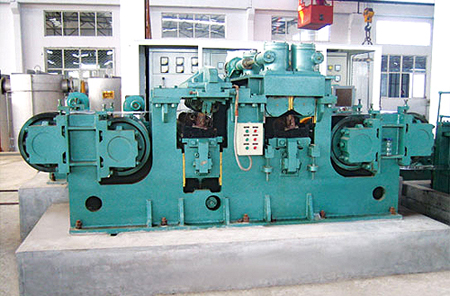
图片1000MM的拉伸弯曲矫直机组,恒张力控制是工艺稳定的基本自动化环节。
系统结构图如图2所示,由三大部分组成:放卷机构,张力调节机构,以及收卷机构。整台设备由三菱FX2N系列PLC来控制,工艺参数由WEINVEW触摸屏设置。
本设计使用安萨尔专用变频器来替换欧陆590直流调速器做放卷控制,这样除了能够省去直流电机的高维护成本,还能够提高最高线速度(直流调速时为被动放卷,最高线速度18m/s;改为变频器做主动放卷,最高线速度25m/s),从而提高工作的效率。
当线速度达到最高25m/s时,收卷变频器最高频率需要工作到99Hz;加速时间为30s,
由于GT300系列变频器具有收放卷专用控制功能,不需要依靠PLC就能够完成恒张力控制,具有自动卷径计算以及PID自动调整功能,所以在此系统中能够独立完成对放卷动作的控制,取代直流调速。
2.2 基于安萨尔变频器的张力控制
基于安萨尔变频器的张力控制系统设计。具有收放卷专用控制功能变频器接受张力传感器的张力输入信号后,经过变频器内部的预设张力平衡参数比对计算,对张力误差做出放卷速度的独立张力实时控制
